



















FPC软板类

关注超越激光




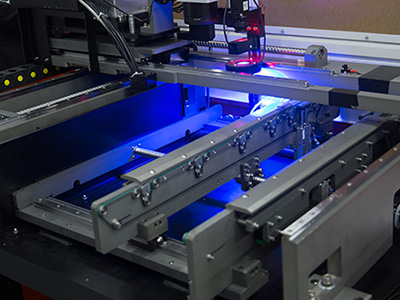










激光焊接机:精密制造的核心工艺装备
发表时间: 2026-04-28 13:58:29
作者: 苏州超越研创智能装备有限公司
激光焊接机,又称激光焊机或镭射焊机,是一种利用高能量密度激光束作为热源,对材料进行熔融连接的高精度加工设备。其通过将激光束聚焦于工件表面或内部,使材料在极短时间内熔化并形成高质量焊缝,广泛应用于汽车制造、电子工业、新能源、医疗器械及珠宝首饰等对精度与可靠性要求极高的领域。
核心工作原理与技术优势
激光焊接基于激光辐射与材料相互作用的原理。高能量激光脉冲对材料微小区域进行局部加热,能量通过热传导向内部扩散,形成特定熔池后冷却凝固实现连接。该工艺主要针对薄壁材料与精密零件,可实现点焊、对接焊、叠焊、密封焊等多种形式。
相较于传统焊接技术,激光焊接具备显著优势:
- 高精度与微变形:聚焦光斑可小至Φ0.02毫米,热影响区极小,工件变形量微乎其微,适合精密零件加工。
- 焊接质量卓越:焊缝深宽比高,强度大,表面平整美观,通常无气孔,焊后无需或仅需简单处理。
- 高效率与自动化:焊接速度快,易于与自动化系统、机器人及视觉反馈系统集成,实现多轴联动与智能化生产。
- 材料适应性强:可焊接金、银、铂、钛、不锈钢、铜、铝及其合金等多种金属,亦适用于部分异种材料连接。
- 非接触式加工:无需对工件施加压力,配合惰性气体保护熔池,属于洁净环保的加工方式。
主要设备类型
激光焊接设备根据工作方式与应用场景,主要分为以下几类:
- 激光点焊机:基于Nd:YAG激光技术(波长1064nm),专为微小、热敏感零件设计,适用于珠宝首饰、集成电路引线、钟表游丝等领域的精密点焊。
- 手持式激光焊接机:增强操作灵活性,适用于现场维修、模具修复及小批量生产。
- 自动激光焊接机与振镜式焊接机:集成于自动化生产线,通过程序控制实现复杂轨迹的高速焊接,效率极高。
- 专用激光焊接设备:如传感器焊机、矽钢片激光焊接设备等,针对特定行业需求开发。
关键工艺参数
设备性能与焊接效果由多项核心参数共同决定:
- 功率密度:决定加工方式的关键,通常在10⁴~10⁶ W/cm²范围内可实现良好熔融焊接。
- 脉冲波形与宽度:影响能量输入与材料反射率,尤其对薄片焊接质量至关重要。
- 离焦量:指工件表面偏离激光焦点的距离。负离焦(焦点位于工件内部)通常能获得更大的熔深。
- 其他参数:包括激光波长、额定输出功率、重复频率、保护气体类型等。
广泛的应用领域
凭借其独特优势,激光焊接技术已深度融入现代制造业的多个关键行业:
- 汽车制造:广泛应用于车身框架、车门、后备箱等部件的拼焊,以及动力电池包、电机等新能源部件的焊接,能有效提升结构强度与安全性。
- 3C电子与精密仪器:用于手机中框、集成电路引线、精密传感器、电池镍带等微小元器件的连接,满足电子产品轻量化、高集成度需求。
- 珠宝首饰与医疗器械:实现对金、银、铂等贵金属的无损精密焊接,以及手术器械、牙科植入体、医疗密封件等高洁净度要求的焊接。
- 航空航天与模具修复:用于发动机部件、飞行器蒙皮等高性能合金的焊接,以及高价值模具的损伤修复,延长使用寿命。
技术发展趋势与市场前景
激光焊接技术正朝着更高功率、更高精度、更智能化的方向发展。设备与工业机器人、3D打印、视觉传感技术的融合日益紧密,推动柔性制造系统的进步。市场数据显示,激光焊接设备市场规模持续增长,在高精密制造场景中的占比不断提升,已成为先进制造业不可或缺的基础工艺装备。

©2021 苏州超越研创智能装备有限公司版权所有 备案号:苏ICP备2021049143号
©2021 苏州超越研创智能装备有限公司版权所有
备案号:苏ICP备2021049143号
-
 电话咨询
电话咨询
-
在线咨询
-
QQ客服
-
微信咨询
-
抖音视频
-






